![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
The screw is a key component in the plasticized part. It is in direct contact with the plastic. The plastic passes through the effective length of the groove. After a long thermal history, it undergoes a three-state (glass state, viscoelastic state, viscous flow state) transformation. The length, geometry and geometric parameters of each functional segment will directly affect the plastic conveying efficiency and plasticizing quality, which will ultimately affect the molding and product quality.
According to its adaptability to plastics, the screw can be divided into general screw and special screw. General-purpose screw, also known as conventional screw, can process most thermoplastics with low and medium viscosity. Crystalline and amorphous plastic and engineering plastics are the most basic forms of screw. Corresponding to this is a special screw, which is used to process plastics that are difficult to machine with ordinary screws, such as thermosetting plastics, polyvinyl chloride, and high-viscosity PMMa screws. According to the characteristics of the screw structure and its geometry, it can be divided into conventional ones. Screw and new screw. A conventional screw, also known as a three-stage screw, is the basic form of a screw.
Must know the screw "ten parameters"
(1) ds — screw outer diameter. The diameter of the screw directly affects the plasticizing capacity, which directly affects the theoretical output of the press. Therefore, the plastic machine with a large theoretical output also has a large screw diameter.
(2) L / ds - screw length to diameter ratio. L is the effective length of the threaded portion of the screw. The larger the length-to-diameter ratio of the screw, the longer the length of the thread directly affects the thermal history of the material transported in the groove and affects the ability to absorb energy. This energy is divided into two parts: one part is transmitted by the heating coil outside the barrel, and the other part is the friction heat and shear heat generated when the screw rotates, which is converted by external mechanical energy. Therefore, L/ds directly affects the melting effect and melt quality of the material. However, if L/ds is too long, the transmission torque is increased and the energy consumption is increased.
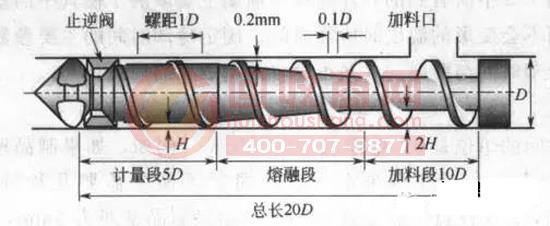
(3) L1 - length of the feeding section. The feeding section is also called the conveying section or the feeding section. In order to improve the conveying capacity, the surface of the groove must be smooth. The length of L3 should ensure that the material has sufficient transport length, generally L3 = (9 ~ 10) ds.
(4) h1 - the groove depth of the feed section. When h1 is deep, it contains a lot of materials, which increases the feeding amount, but it will affect the plasticizing effect of the material and the shear strength of the screw root. Generally h1 ≈ 0.12 ~ 0.16 ds.
(5) L3 — Measured section (homogenization section) thread length. The melt is further homogenized in the groove of the L3 section: uniform temperature, uniform viscosity, uniform composition, uniform molecular weight distribution, and good melt quality. The length of L3 helps to stabilize the fluctuation of the melt in the groove, and has the effect of stabilizing the pressure, so that the material is extruded from the head of the screw with a uniform amount of material, so it is also called the metering section.
(6) h3 — the depth of the melt section thread. H3 is small and the groove is shallow, which improves the plasticizing effect of the plastic melt and is beneficial to the homogenization of the melt. However, if h3 is too small, the shear rate will be too high, and the shear heat will be too large, causing the degradation of macromolecular chains and affecting the melt quality. On the other hand, if h3 is too large, the reflowing effect by the back pressure of the screw is enhanced during the pre-molding, and the plasticizing ability is lowered. Therefore, the appropriate h3 should be determined by the compression ratio &ePSilon; for crystalline plastics such as PP, PE, Pa and composite plastics, ε = 3~3.5; for higher viscosity plastics, such as VPVC, aBS, HIPS, aS, POM, PC, PMMa, PPS, etc., ε = 1.4~2.5.
(7) L2—plasticized section (compression section) thread length. The material is continuously compressed, sheared and mixed in the cone space. The material starts from the point of the L2 section, and the molten pool is continuously enlarged. The molten pool has occupied the full screw groove at the exit point, and the material is completed. In the glassy state, the transition from a viscoelastic state to a viscous flow state, from a solid bed to a melt bed. The length of L2 will affect the conversion process of the material from solid to viscous flow. It will be too short to be converted. The solid plug can be plugged at the end of the L2 section, forming a high pressure, torque or axial force. Too long will also increase the screw. Torque and unnecessary energy consumption, generally L2 = (6 ~ 8) ds. For crystalline plastics, the melting point of the material is obvious and the melting range is narrow, so L2 can be shorter.
(8) S - pitch. Its size affects the helix angle β, which affects the efficiency of the groove transport, generally S≈ds.
(9) e — spigot width. Its width and width affect the volume of the groove, the leakage of the melt and the degree of wear resistance of the screw edge, generally (0.05 ~ 0.07) ds.
(10) The back angle α of the spiral edge. The size of the rib thrust surface fillet R1 and the back fillet R2 affect the effective volume of the groove, the retention of the material and the strength of the root of the rib, etc., generally α=25~30°.
Isolation Clothing,Sterile Protective Clothing,Plastic Protective Clothing,Cheap Protective Clothing
GUANGZHOU HTD INTERNATIONAL , https://www.maskhtd.com