![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
1. Proposal of the problem
Arc spraying technology is a thermal spraying technology that emerged in the 1980s. Due to the development and renewal of arc spraying equipment, it has become one of the most highly regarded technologies in thermal spraying technology. Arc spraying is a process in which an electric arc is used as a heat source, a molten metal wire is atomized by a high-speed air stream, and sprayed onto a surface of a workpiece at a high speed to form a coating. Arc spraying has the advantages of small thermal influence, unrestricted between coating material and base metal, and although it has high efficiency and low cost, it has the disadvantages of small bonding force and incomplete processing. For the characteristics of spraying, we use the spraying method to repair the chrome-plated outer circle of the piston rod of the hydraulic cylinder.
The piston rod of the cylinder assembly is often tempered with medium carbon steel and medium carbon alloy steel. The surface is chrome-plated after processing, and the chrome plating layer is 0.02~0.04mm thick to improve surface hardness, wear resistance and corrosion resistance. During the use process, the chrome plating layer is scratched and peeled off, so that the piston rod parts are charged.
2. Repair process
(1) Pre-repair inspection Before the piston rod is repaired, check the journal and the rounded corner for cracks, because the spray repair can only restore the size and cannot restore the strength. If there is a crack, it should be welded or turned according to the crack length and depth. After the grinding wheel is ground or turned, the groove is welded by manual arc surfacing and then turned.
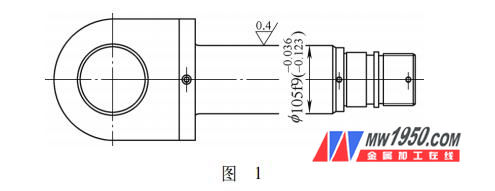
(2) Surface cleaning and pre-processing The first step of pre-treatment of the substrate surface before spraying is to remove all the oil on the surface. If the oil is not removed, the adhesion of the spray layer will be seriously affected during the spraying process. The workpiece is placed in the cleaning tank, and the surface oil of the workpiece is cleaned by industrial gasoline. After drying, the coating on the outer circle of the part φ105f9m m shown in Fig. 1 is processed and removed on the lathe, and the fatigue layer is removed. The φ105mm outer round car is φ103.50 -0.2mm, ensuring the straightness of the part is 0.08.
Pay special attention to corner transitions during pre-machining because of the internal stresses in the coating and the tendency to peel off at the edges of the coating, especially at sharp corners. Large rounded corners or chamfers are produced at the edges to effectively prevent peeling of the coating.
Fixed Ball,Hard Sealed Ball,Hard Sealed Sphere,Hard Sealed Fixed Ball
Antong Valve Co.,Ltd , https://www.atvalveball.com