![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
On automatic lines, monitoring multi-axis drilling and tapping is of particular importance. Due to the continuous advancement of sensor technology, multi-axis drilling monitoring and tapping monitoring technology has become increasingly mature.
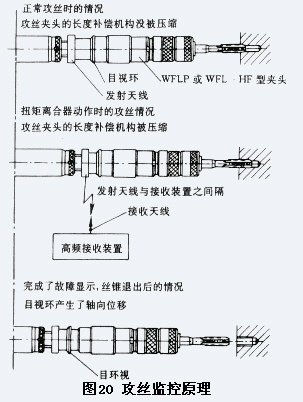
Figure 20 is the principle of the tapping monitoring system. In order to monitor the tapping process, a length compensation mechanism is provided in the tapping joint and a torque clutch is provided in the quick change chuck to adjust the torque value. The torque value of the clutch should be adjusted according to the tap diameter, the pitch and the workpiece material. When the wire is blunt or there is an error in the tapping hole, the torque clutch in the quick change chuck is activated, at which time the length compensation mechanism in the tapping joint is compressed due to the forced machine feed. This axial movement causes the high frequency generator mounted in the connector to emit a high frequency signal through a transmitting antenna mounted in the same connector, which signal is received by the receiver antenna next to the machine tool, through the receiver coupled to the machine control system Commands are issued to stop the machine; light or sound can be emitted for alarm. At the same time, a red visual ring mounted on the joint produces an axial movement so that, in the case of multi-axis tapping, even if the same frequency is used, it is immediately apparent which fault has occurred on the tapping spindle. After troubleshooting, the red visual ring should be moved back to its original position.
When tapping the thread, the use of this monitoring system can reduce the breaking rate of the tap on the one hand and increase the number of workpieces processed by the tap on the other hand. According to the data, before the US automobile factory did not adopt the monitoring system, the taps were broken 1430 times per year. After the monitoring system was used, the taps were reduced to 260 times, and the repaired items were reduced from 1134 pieces to 8 pieces. At the Volkswagen plant in Germany, 1500 sets of such systems have been used in the past few years. Before the monitoring system is used, in order to ensure the reliability of the tapping process, the taps are forced to be replaced, and a tap is processed after 1000 parts are replaced. . After using the monitoring system, the number of workpieces processed by one tap reached 2,000 pieces.
7 Application trends of other technologies
In the combined machine tool industry in industrialized countries, the following technologies have been widely used.
Combination machine tool design popularizes CAD technology In many foreign companies, CAD machine workstations have been widely used in combination machine tool design, and it is almost impossible to see traditional drawing boards in the design room. In addition to its application in drawing work, CAD has been widely used in the analysis of component stiffness (finite element method), comparison and selection of combined machine tools and automatic line design schemes, and scheme quotation, which has significantly improved design quality and shortened. The design cycle. In addition, many companies in foreign countries have a high degree of serialization and generalization in combination machine tools and automatic line components (generally over 90%), which further shortens the delivery time of combined machine tools and automatic lines. For example, Italy's IMAS, a more complex rotary tabletop combination machine is usually 8 months from order to delivery; Germany's Honsberg is a flexible automatic line for processing the gearbox and cover made by the former Soviet Union. The delivery is only 14 months.
| Previous page | 1 | 2 | 3 | 4 | 5 | Next page |
Komatsu Drive Parts,Komatsu Final Drive Parts,Komatsu Final Drive Assembly,Excavator Final Drive Parts
JINING SHANTE SONGZHENG CONSTRUCTION MACHINERY CO.LTD , https://www.huaxinbrush.com